
Viikon 22 aloitin tutustumalla laadunvarmistusosaston toimintaan. Siellä on tällä hetkellä kuusi työntekijää ja he toimivat pääasiassa kahdessa vuorossa. Tällä tavoin he voivat palvella sisäisiä asiakkaita joustavasti. Osaston päälaitteet ovat Klingelnberg:n hammaspyörien mittaukseen tarkoitetut mittakoneet.


Kuvassa Klingelnberg P300 ja P100 hammaspyörän mittakoneet.
Laadunvarmistusosaston toiminnan voisi jakaa viiteen eri ryhmään. Perustoimintaryhmä on tuotannosta valmistuvien kappaleiden mittaaminen. Samalla kun osasto ottaa kappaleen mittaukseen he myös kuittaavat kyseisen kappaleen valmiiksi Lean:iin kokoonpanoa varten. Toinen toimintaryhmä on hiomakoneilta tuleva sarjan ensimmäisten kappaleiden mittaus. Tämä vaihe on hionnan kannalta tärkeä vaihe, koska tällä tavalla hioja varmistaa hiomakoneen paikkaansa pitävyyden. Kolmas toimintaryhmä on mielestäni Servicen palvelut. Servicen tuotteille ei ole olemassa valmiita mittausohjelmia, joten sellaisen tarkastaja täytyy tehdä.
Kuvassa Servicen korjaushiottu tuote mittauksen esivalmistelussa.
Neljäs toimintaryhmänä on vastaanottotarkastukset. Alihankinnasta saapuviin tuotteisiin tehdään satunnaisia pistotarkastuksia tarvittaessa. Viimeisenä toimintaryhmänä on vaihteen koeajossa havaittujen ongelmien selvitys. Koeajossa voi tapahtua jotain yllättävää tai huomataan poikkeava tapahtuma, tällöin vaihde puretaan. Purkamisen jälkeen vaihteen osista analysoidaan mitkä tuotteet menevät jatkokäsittelyyn/mittaukseen.
Kehäpyörien laadunvarmistusosaston palvelut liittyvät perustoimintaryhmään ja sarjan ensimmäisten kpl:n ryhmään. Ensimmäisenä kehäpyöristä mitataan Barkhausenin kohinan avulla mahdollinen hampaan pinnan hiontapalaminen.

Kuvassa ”Barkkausta”.
”Barkkaus” tapahtuu omassa työpisteessä lähellä hiomakoneita. Itse mittaus suoritetaan manuaalisesti käsin. Kaikki kehäpyörät barkataan. Saadut tulokset tallennetaan verkkoon laatuvaatimusten/jäljitettävyyden mukaan.

Kuvassa hampaan oikean sivun barkkausta.
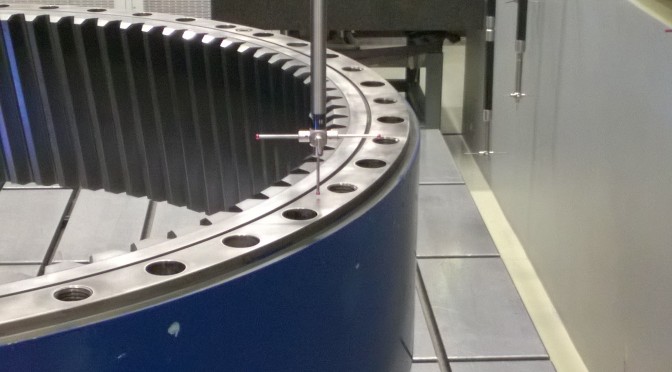
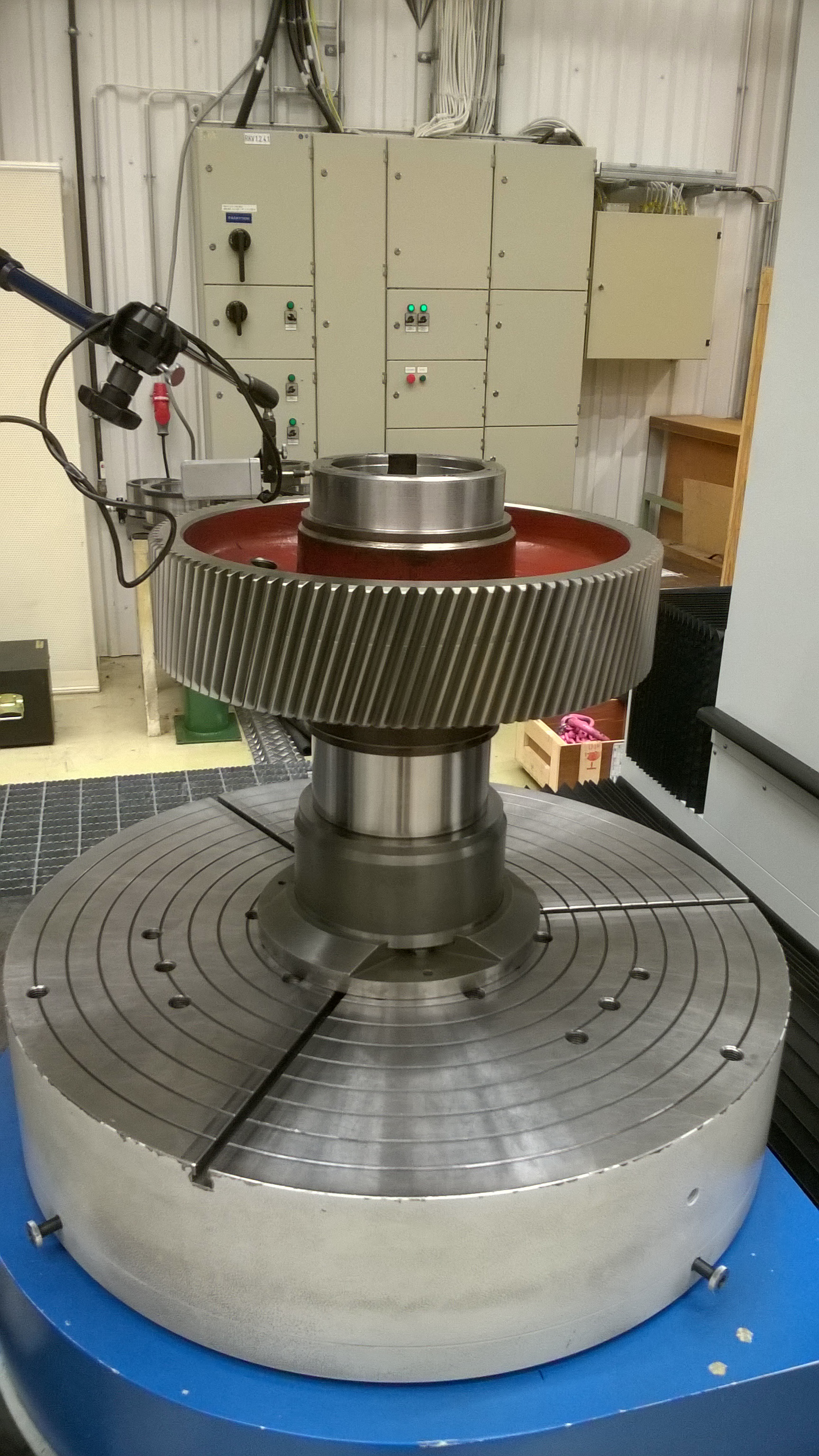
Barkkauksen jälkeen kehäpyörä mitataan mittakoneella. Mittaus voi tapahtua joko osaston mittakoneella tai Ikolan tehtaalla Keljonkankaalla.

Kuvassa kehäpyörän mittausta mittakoneella.
Mittakone mittaa kehäpyörästä pisteitä avaruudesta ja pisteitä yhdistämällä saadaan haluttu geometria esim. tasopinta tai halkaisija. Mittakone ottaa huomioon kehäpyörän lämpötilan mittauksessa. Kehäpyörästä mitataan kaikki tärkeät geometriset muodot. Hammastuksesta mitataan hampaan profiili, -kylkiviivan suoruus, -jako ja hammasväli.
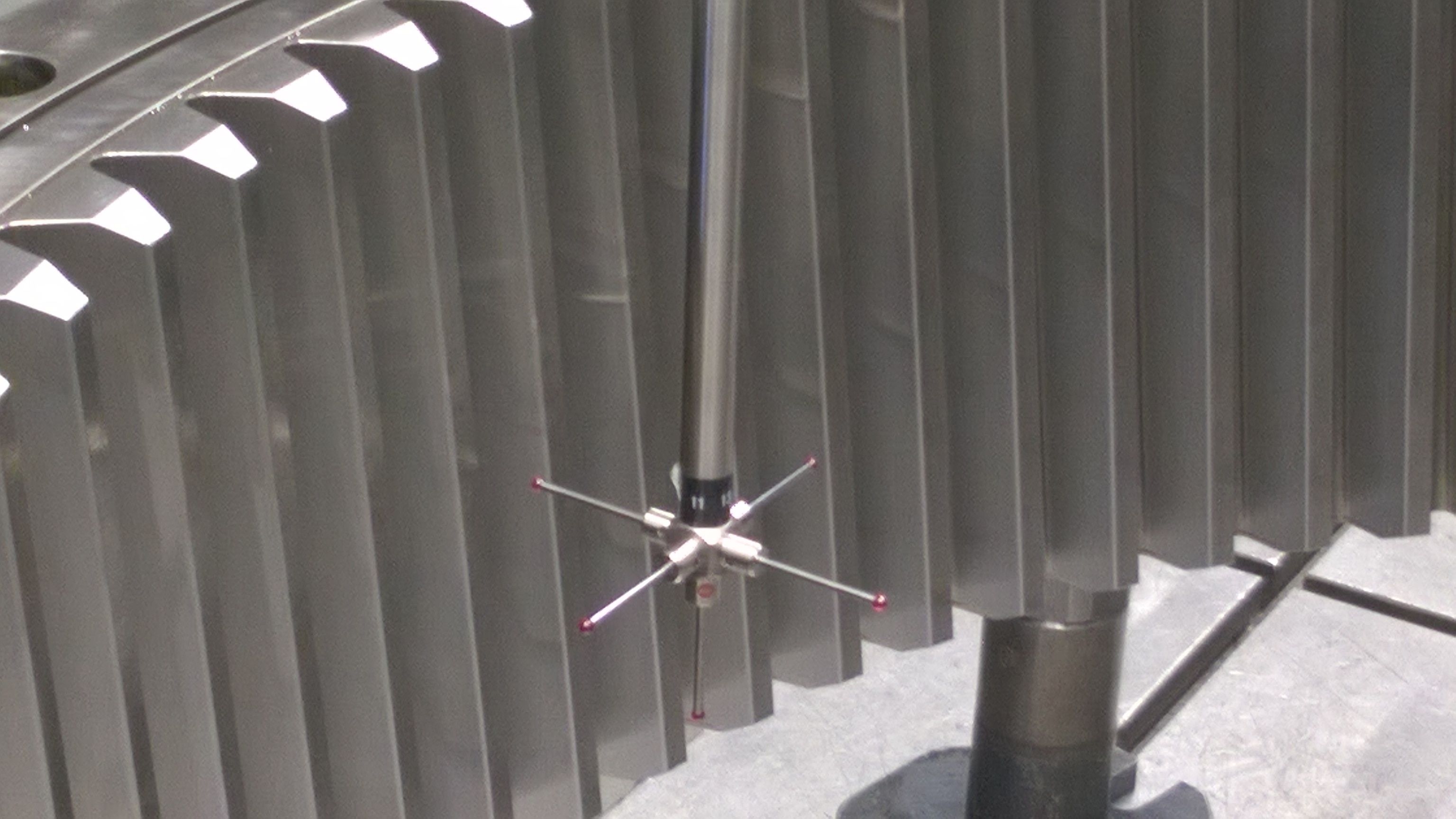
Kuvassa hampaan profiilin mittausta.
Mittaustulokset tallennetaan kehäpyörän yksilönumeroinnin taakse laatuvaatimusten mukaan. Tarvittaessa asiakas saa ko. tulokset käyttöönsä. Mittaustuloksia käytetään myös hiomakoneiden paikkaansapitävyyden toteamiseen. Kun kehäpyörä on oikeissa mitoissa ja hyväksytty, niin se lähetetään Ikolan kokoonpanoon.