Neljäntenä ja viidentenä päivänä lähdimme yrittäjän kanssa Äänekoskelle 3d-Pajapäiville. 3D-Pajapäivät on Pohjoisen Keski-Suomen ammattiopiston järjestämä seminaari, jossa avataan 3D-tulostuksen mahdollisuutta uusiin liiketoimintoihin. Seminaarin luennoittoisijoita oli mm Lappeenrannan teknillisestä yliopistolta, VTT:ltä, Valtra Oy:lta sekä Metsä Fibre Oy:lta.
3D-paja seminaarissa ensimmäisenä luennoi Ville Matilainen LUT:lta, hänen aiheena oli lähinnä metallien tulostus. Hänen esimerkeissä tuli esille 3D-tulostuksen mahdollisuudet eri toimialoilla. Metallin tulostusta käytetään paljon lentokoneteollisuudessa mm suihkumoottoreiden polttoaineen ruiskutuksessa

Metalli 3D-tulostimien hinta alkaa noin 150 000 eurosta aina moniin miljooniin.
Toisena luennoi VTT:ltä Pasi Puukko. Hänen esityksessä tuli ilmi että kuluttajille tarkoitettujen 3d-tulostimien määrä tulee kasvamaan merkittävästi. Hänen esityksessään tuli myös muutama mielenkiintoinen toimija 3d maailmasta.
Cupify muotoilu, joka kuluttajille tarkoitettu 3d-mallinnus ohjelma. Kazzata on varaosapalvelu, jossa voit lähettää rikkoutuneen osan heille. Tämän jälkeen he mallintavat osan ja tulostavat sen sinulle.
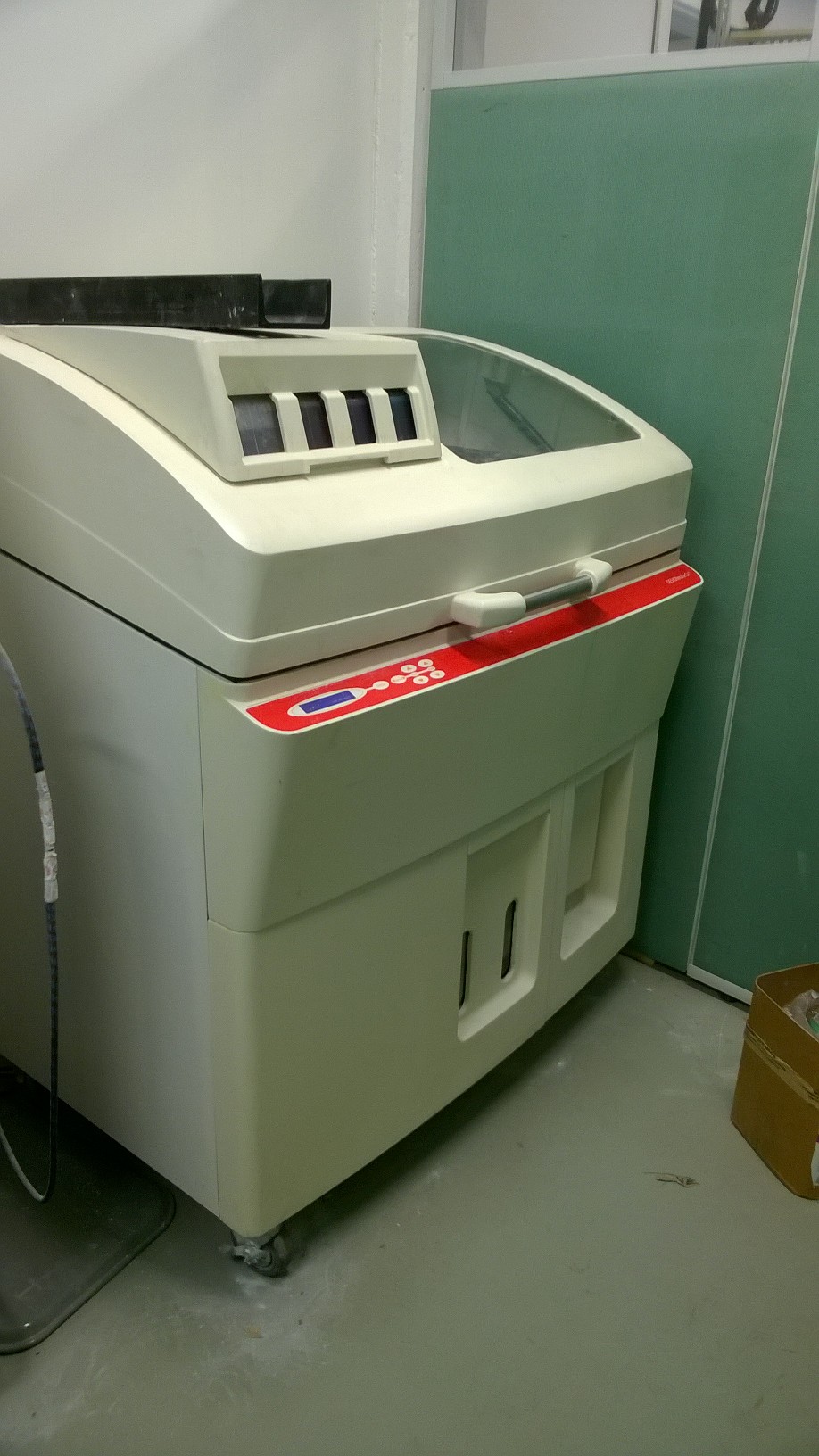
Puukko kertoi että VTT:lle on hankittu 3D-metallitulostin SLM 125 HL. Hinta koneelle oli noin 230000 euroa. Kone painaa 400 kg ja siinä on 400w IR kuitulaser. Suojakaasuna käytetään typpiä ja argonia. SLM koneella voi tulostaa ruostumatonta terästä, työkaluterästä, CoCr:a, Inconel:a ja titaania.
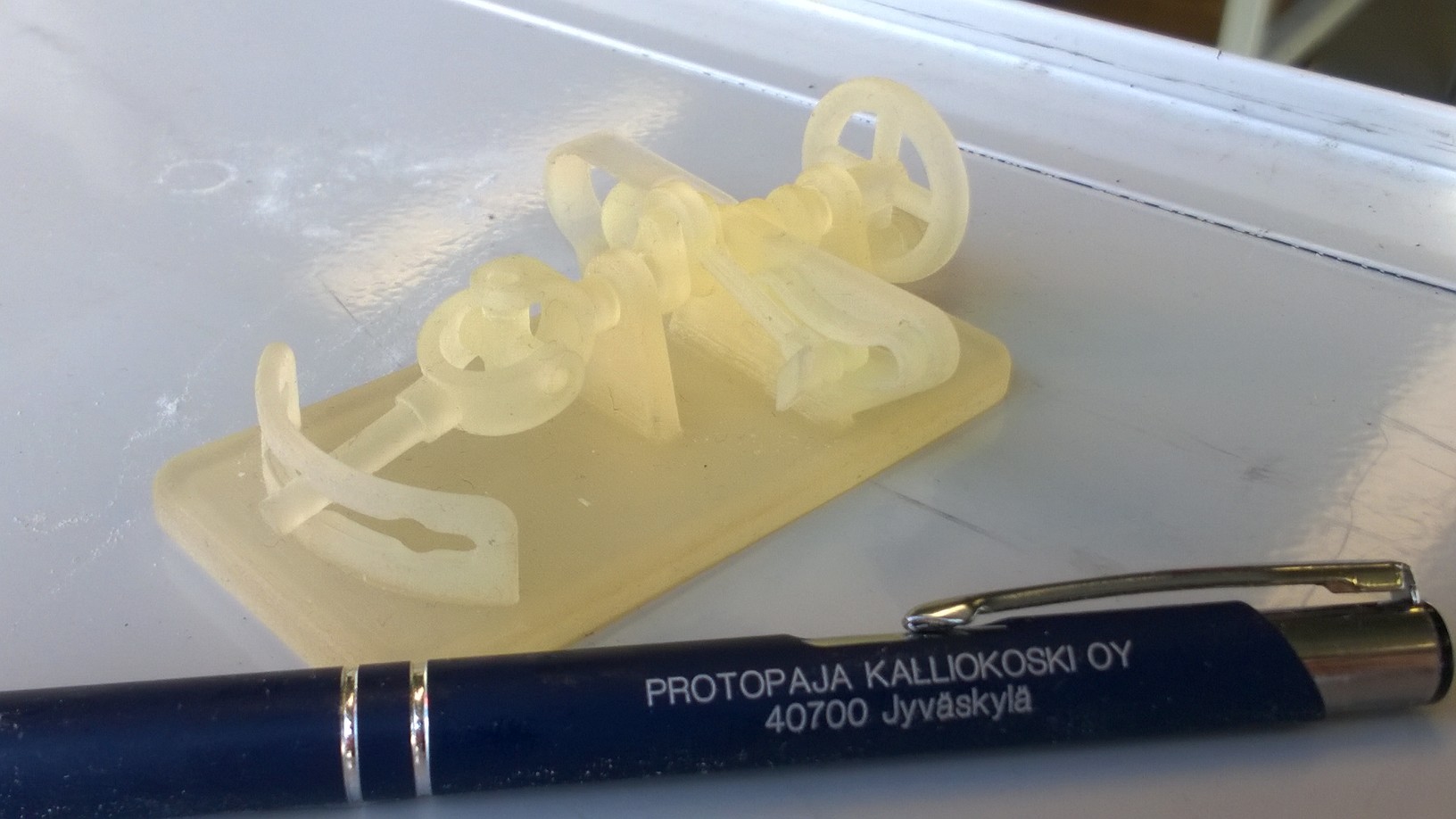
Yksi asia vielä täytyy mainita hänen esityksestään: Topologinen optimointi, jonka tarkoituksena on vähentää osan/laitteen massaa. Alla muutama kuva kertoo mistä on kyse:


Kuvissa etualalla optimoidut kappaleet
Päivän kolmas luennoitsija oli Ursula Lumme, DI, Metsä Fibre Oy, Hänen esityksensä keskeytyi heti alkuunsa tiedolla, että Metsä Group aloittaa Äänekosken Biotuotetehtaan rakentamisen. Hyvien aplodien saattelemana hän jatkoi esitystään. Metsä Fibre on myös mukana 3d-tulostuksessa jossain määrin. Alla olevassa kuvassa on sellukuituja suurennettuna.

Neljäs luennoitsija oli 3D crush cafe yrittäjä Tampereelta. Kahvila toimii aivan normaali kahvilana, mutta siellä voi myös 3d-skannata vaikka itsensä ja tulostaa 3D-tulostimilla tuotoksen. Tutustumisen arvoinen paikka.
Viidennen päivän ensimmäinen luennoitsija oli Valtra Oy:stä Petteri Piippo. Valtra on mukana kehityshankkeessa, jossa he haluavat tulevaisuudessa hyödyntää 3d-tulostamisen mahdollisuutta tuotekehityksessä, tuotannossa ja varaosissa. Heillä on itsellään Minifactory tulostin, jota he ovat käyttäneet tuotekehityksen apuna. Heillä oli hyviä kokemuksia 3d-tulostamisesta.
Toinen luennoitsija oli Pasi Puukko VTT:ltä. Hänen aiheena oli tällä kertaa 3D skannaus. Hänen esityksessään tuli kattava esitys käsi 3d-skannereista aina teollisiin sovelluksiin.

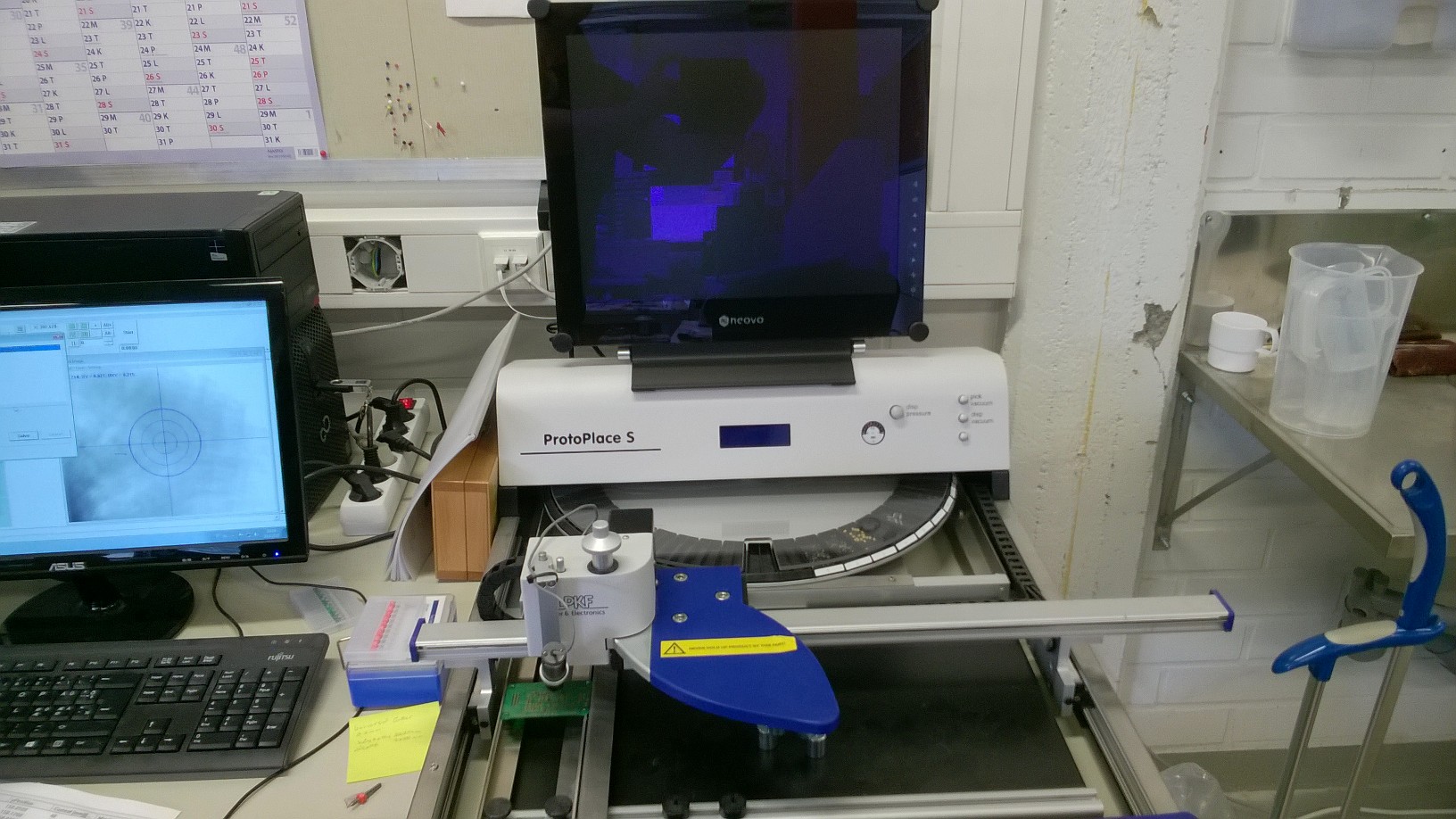
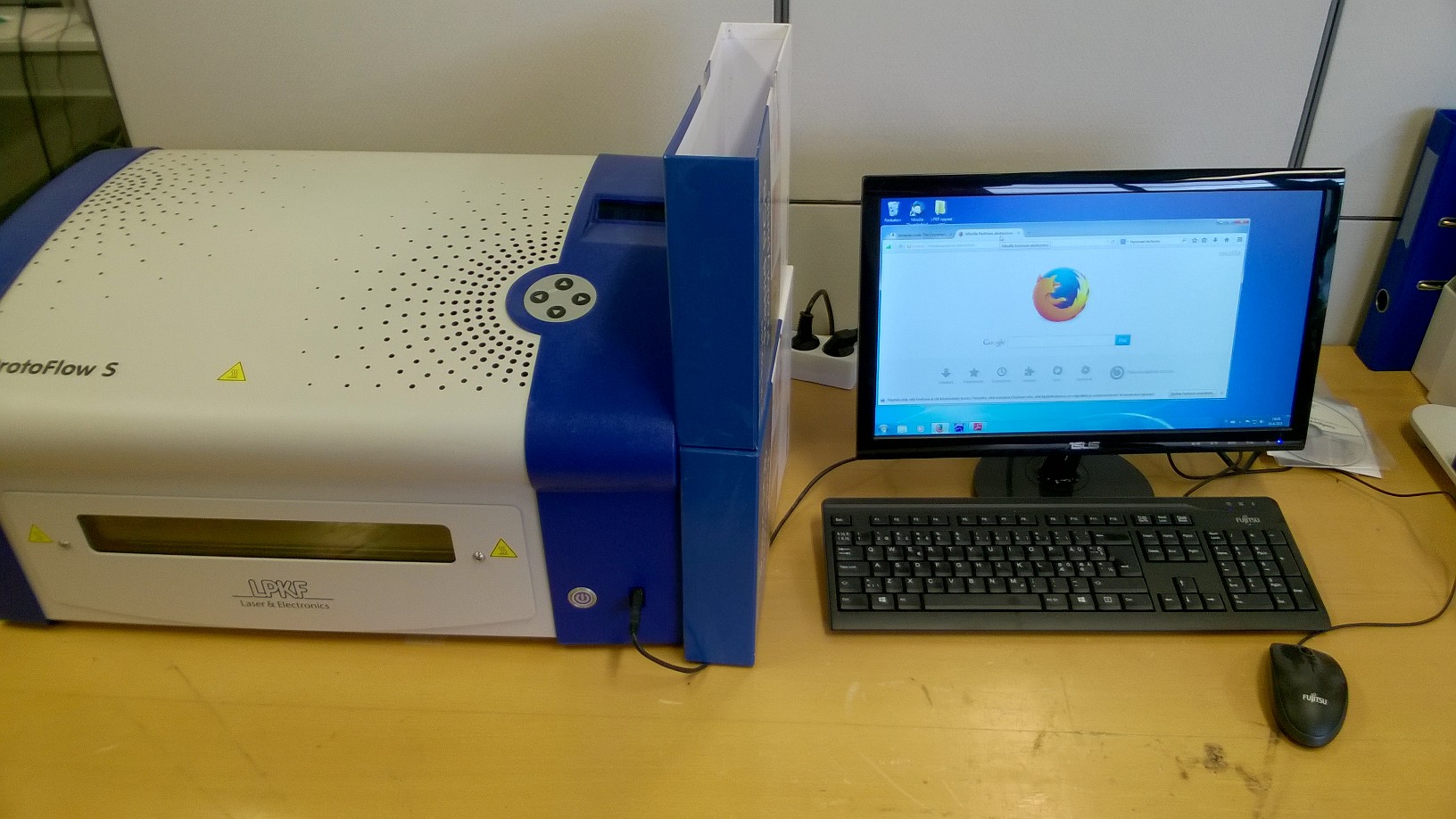
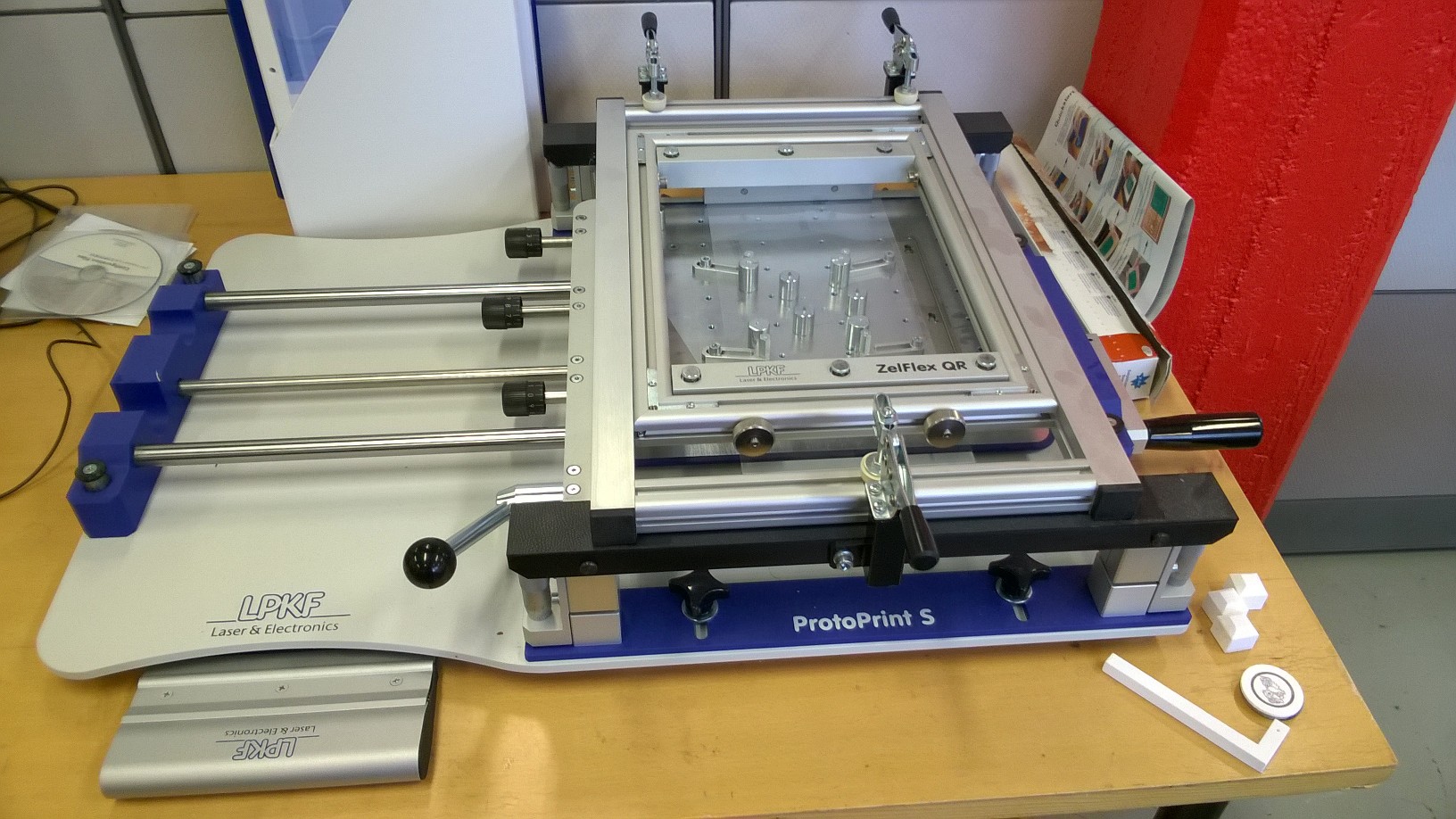
Pajapäiville kuului myös tutustuminen Pohjoisen Keski-Suomen ammattiopiston 3D-pajaan. PoKe:lla on alkanut tänä talvena aikuiskoulutus liittyen 3D-tulostamiseen. Heillä on noin 10 kpl:tta Minifactory tulostimia, joiden kimpussa opiskelija työskentelevät. Ovat kyllä Jao:ta tässä asiassa paljon edellä. Alla muutama kuva heidän 3D-pajastaan ja siellä tulostetuista tuotteista.