
Ennen kovasorvausta kehäpyörät käyvät karkaisussa. Karkaisu kehäpyöriin tehdään hiiletyskarkaisuna, jonka tarkoitus on karkaista eli koventaa kehäpyörien hampaiden pinta. Hiiletys suoritetaan kaasutiiviissä uunissa, karkaisupanos kerrallaan. Karkaisupanoksella tarkoitetaan karkaisuun sopivaa eräkohtaista kappaleen määrää. Jokaiseen karkaisupanokseen laitetaan koepala, joka karkaisun jälkeen analysoidaan ja tallennetaan laatuvaatimusten mukaan.
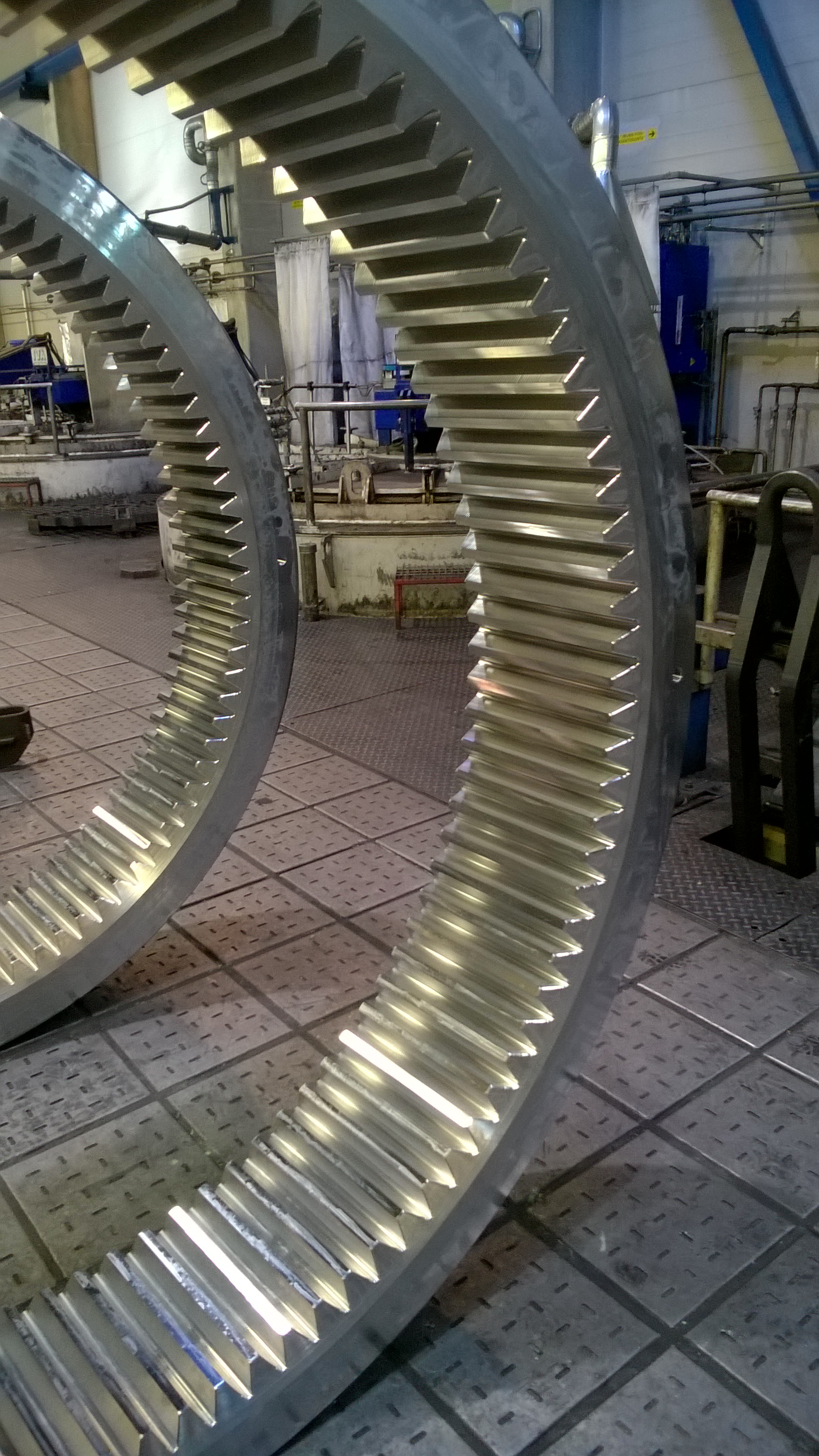
Kuvassa kehäpyörät karkaisimossa ennen panostusta.
Hiiletyksessä terästä hehkutetaan hiiltä luovuttavassa kaasuseoksessa 900-960°C lämpötilassa, jolloin kehäpyörän hammastuksen pintaan saadaan haluttu hiilikerros.
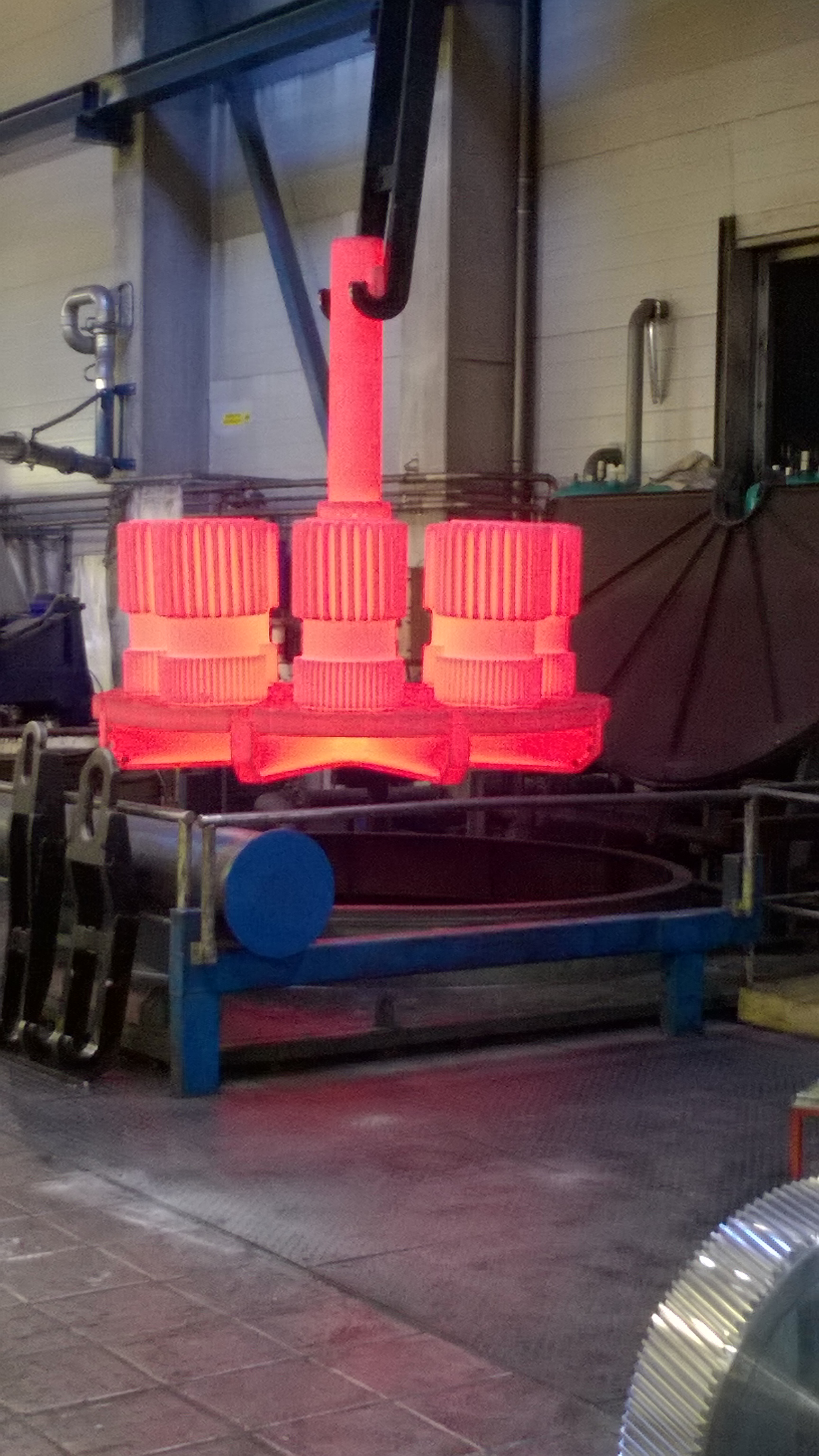
Kuvassa aurinkoakselipanos nostettuna uunista.
Tämän jälkeen kehäpyörä jäähdytetään karkaisuöljyssä. Nopeassa jäähdytyksessä teräksen hiiletetty pintakerros sekä perusaine karkenee. Kovan pintakerroksen paksuus on noin 1,6-2,4mm ja sen kovuus on 59-61 HRC:tä.

Kuvassa sama aurinkoakselipanos lasketaan karkaisuöljyyn, jonka lämpötila on noin 60 °C.
Karkaisun jälkeen kehäpyörät pestään, raepuhalletaan ja tuodaan kovasorvaukseen. Kovasorvauksessa on viisi karusellisorvia, josta olin Schiess RS709 merkkisellä koneella. Koneella on neljä työntekijää ja he työskentelevät neljässä vuorossa.

Kuvassa karusellisorvi Schiess.
Schiess:llä on Siemens Sinumerik NC-ohjaus ja siinä on käytössä Sandvik:n Capto 8 työkalujen kiinnitysjärjestelmä. Työkalumakasiinissa on 40:lle työkalulle paikka.

Kuvassa Schiess:n käyttöohjauspaneeli.
Kovasorvauksessa kehäpyöriin sorvataan otsapinnat, ohjausolakkeet ja hampaiden päät, lisäksi porataan kiinnitys reiät sekä sokkareiät. Kaikki nämä tehdään kolmessa eri vaiheessa. Ensimmäisessä vaiheessa kpl nostetaan kraanalla koneen sisälle ja kiinnitetään nelileukapakkaan kellotuksen avulla. Kellotus tapahtuu otsapinnasta, lieriöpinnasta ja hampaiden lovesta. Tässä vaiheessa paljastuu yleensä onko kehäpyörään tullut mainittavia muutoksia karkaisussa.
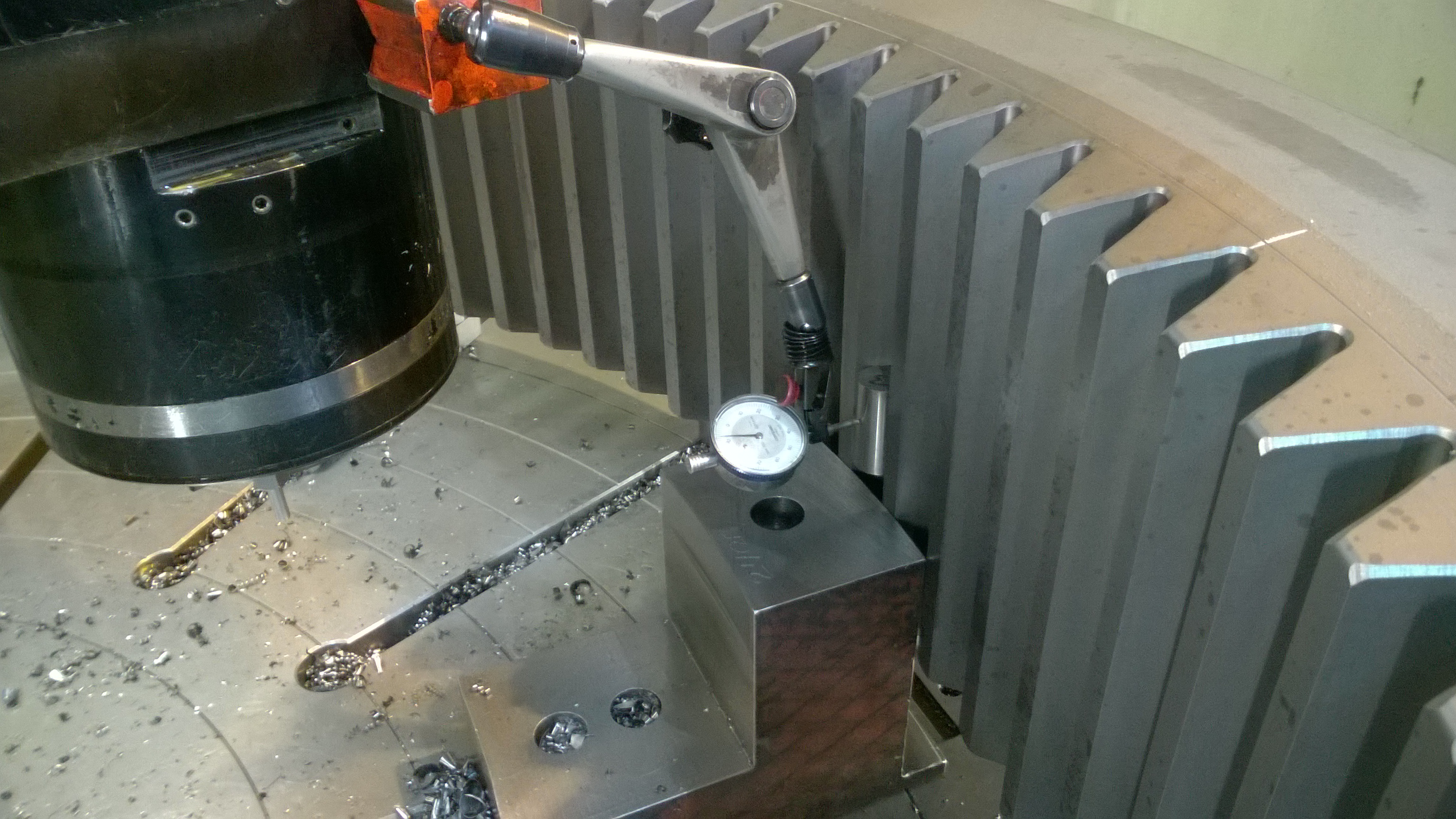
Kuvassa kehäpyörän kellotusta hampaan lovesta.
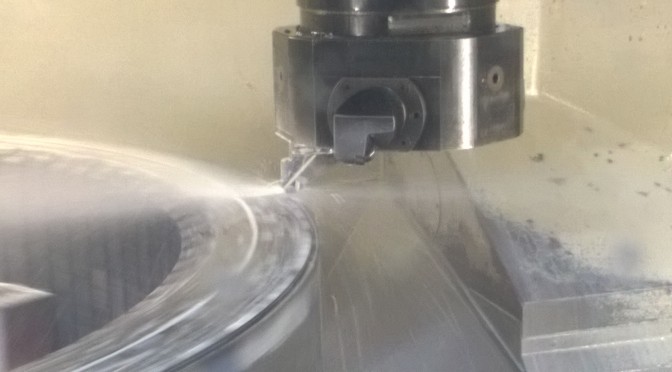
Karkaisussa saattaa tulla kovia kohtia sellaisille pinnoille missä sitä ei tarvita, tästä syystä kpl:een otsapinta aukaistaan tasojyrsimällä. Tämän jälkeen sorvataan ohjausolake ja otsapinta. Näiden jälkeen sorvataan kellokaista lieriöpinnalle sekä sorvataan hampaiden päät boorinitridi terällä. Tämän jälkeen porataan kiinnitysreiät kovametalliporalla.

Kuvassa otsapinnan jyrsintää.
Seuraavana irrotetaan kehäpyörä ja käännetään toiseen vaiheeseen sopivaksi. Kääntämisen jälkeen kehäpyörä kellotetaan kellokaistalta nollille ja kiinnitetään. Toisessa vaiheessa tehdään samat vaiheet kuin ykkösvaiheessa, lisäksi ajetaan ohjausolake mittaansa sekä porataan sokanreiät. Ennen ohjausolakkeen viimeistelyä olake mitataan koneen omalla mittapäällä ja saadun mittatuloksen perusteella kone tekee tarvittavat muutokset viimeistelyn.
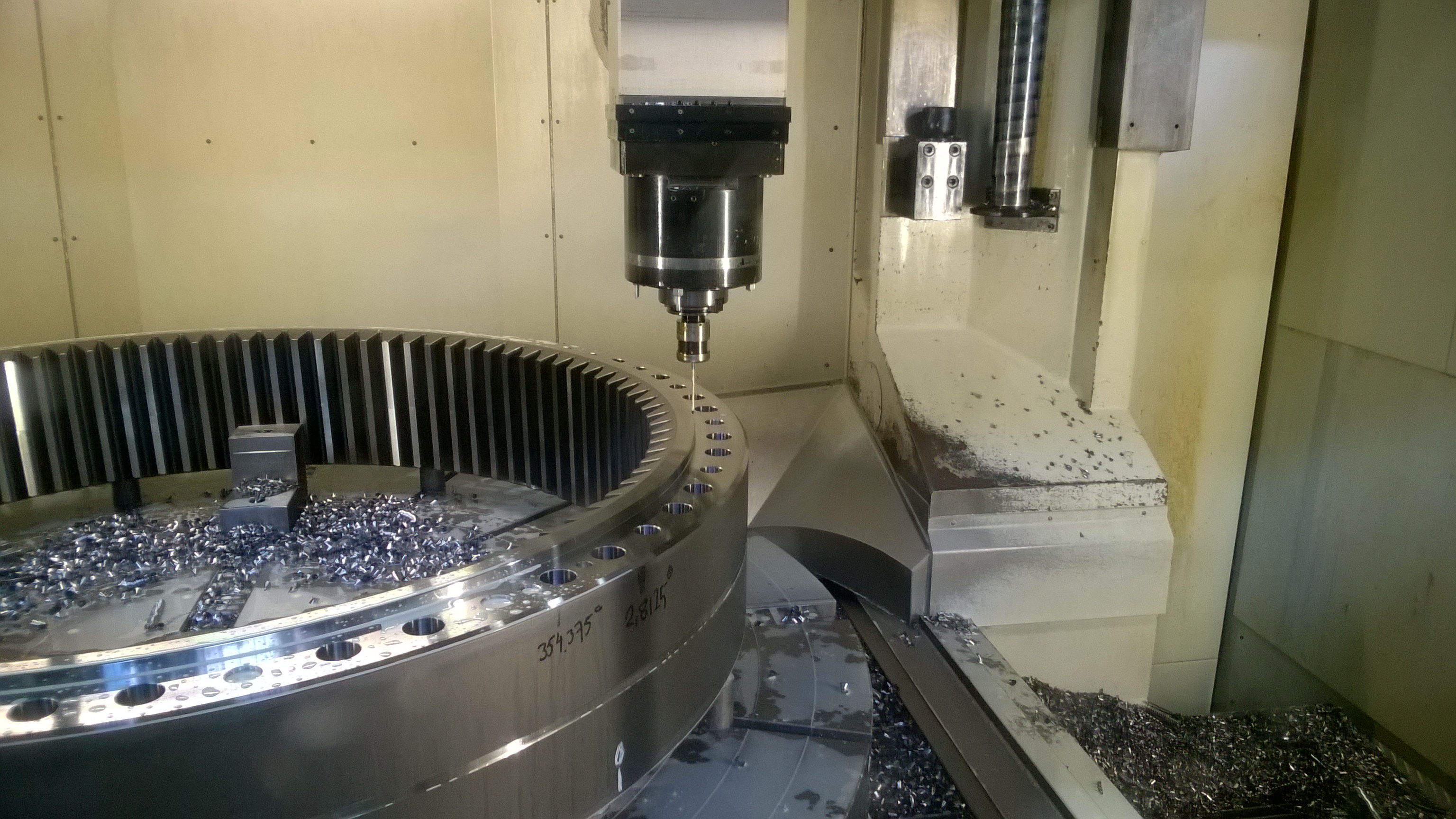
Kuvassa ohjausolakkeen mittausta mittapäällä.
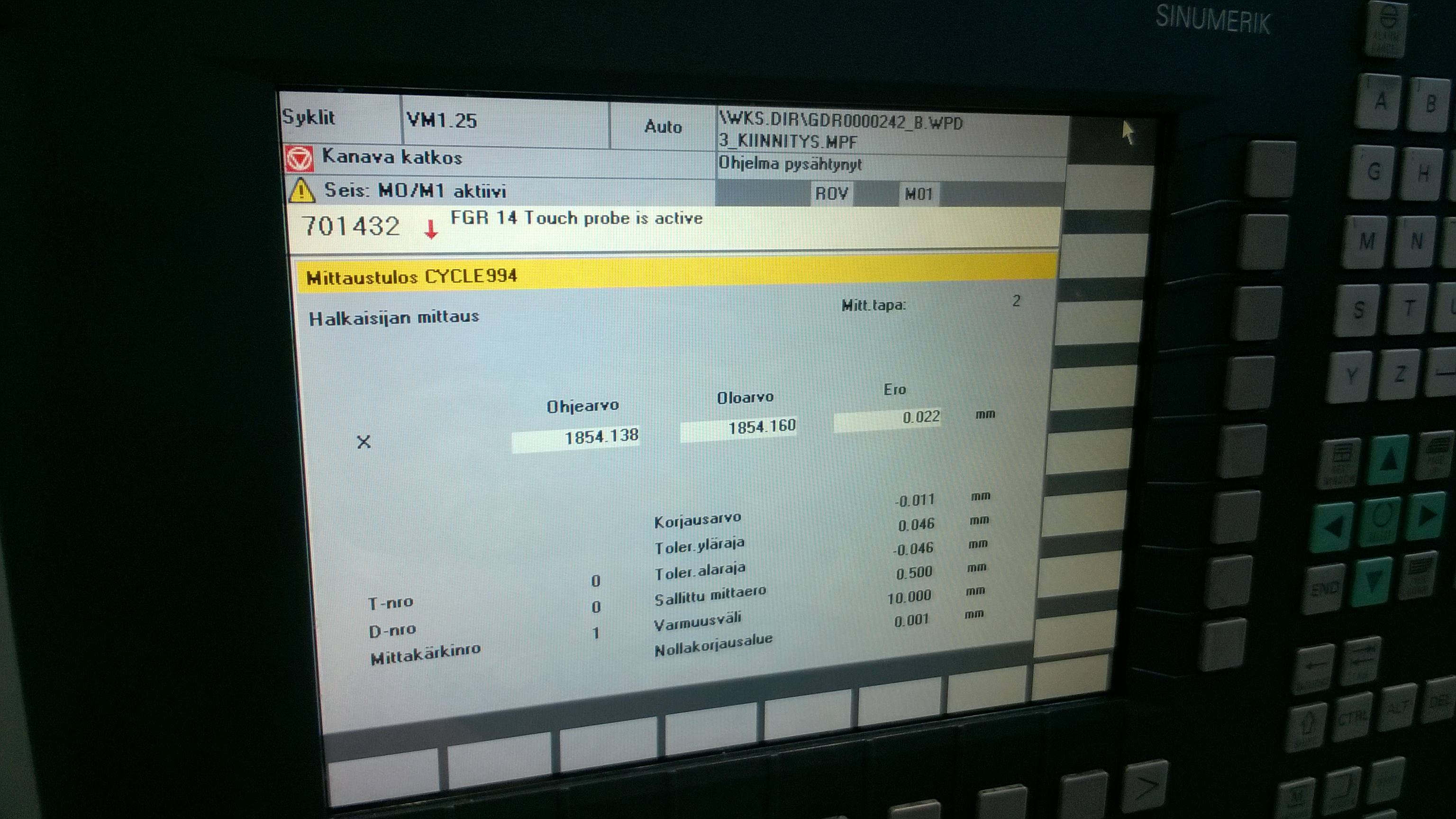
Kuvassa ohjausolakkeen mittatulos.
Seuraavana onkin kolmas eli viimeinen vaihe. Kehäpyörä irrotetaan, käännetään, kellotetaan ja kiinnitetään samalla tavalla kuin kakkosvaiheessa, lisäksi kohdistetaan sokanreikä paikoilleen. Tässä vaiheessa viimeistellään ohjausolake ja porataan sokanreiät.
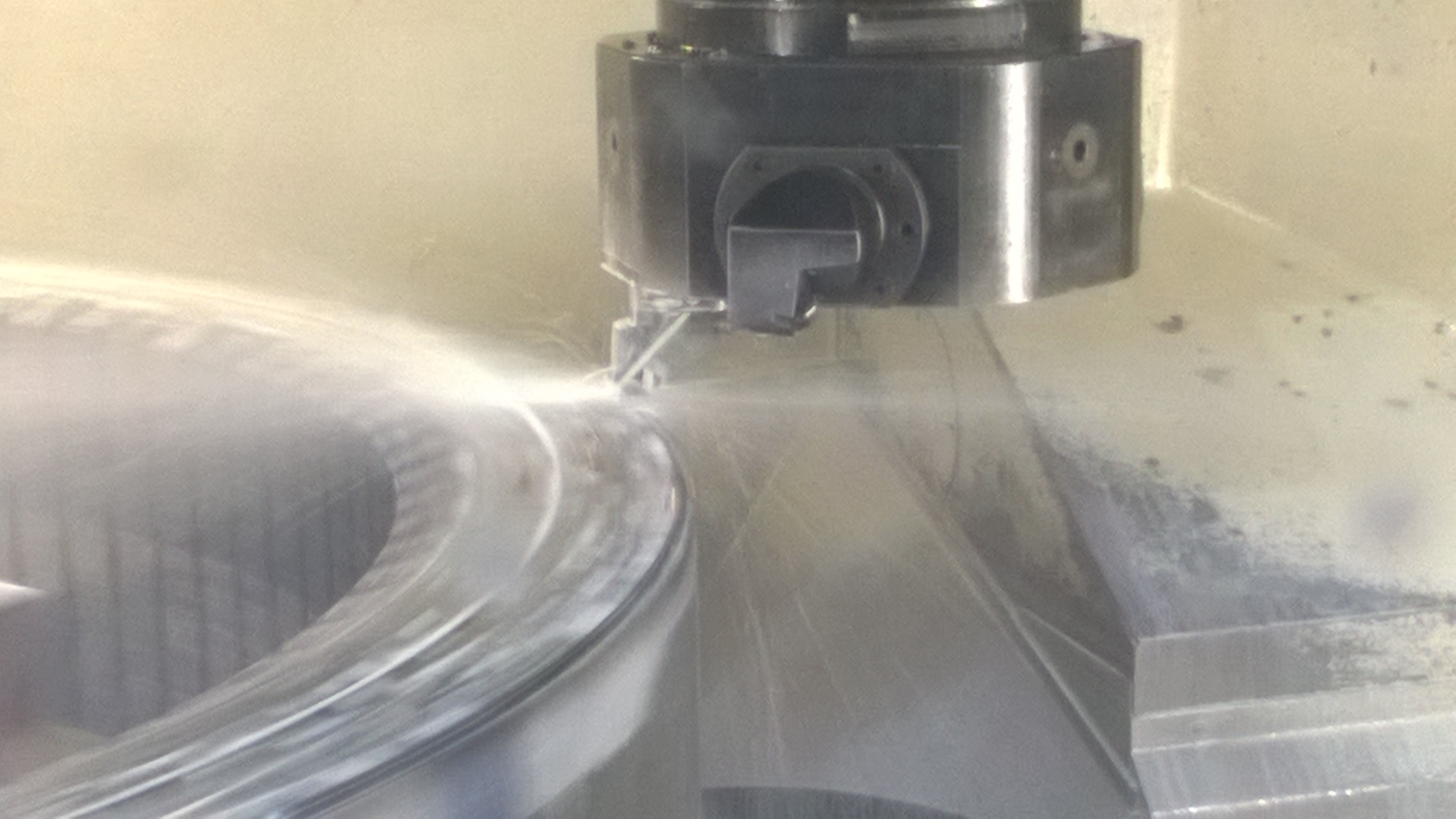
Kuvassa ohjausolakkeen viimeistelysorvausta.
Kovasorvauksen tärkeimmät mitat/mittaustulokset koneistaja raportoi työkortin mittauspöytäkirjaan. Tällä tavalla jokaisesta kehäpyörästä jää yksilöllinen tieto laatutiedostoihin. Koneistaja myös työn alkaessa ”aukaisee” työn Lean:ssa ja lopussa merkitsee työvaiheen valmiiksi seuraavaa vaihetta varten.