

Olin viikon 19 kehäpyörien hammastussolussa. Solussa on yksi työntekijä, joka työskentelee yhdessä vuorossa. Solussa on kolme hammastusjyrsinkonetta. Ne ovat merkiltään Gleason Pfauter:ta ja niissä on Siemens Sinumerik NC-ohjaus. Alla on esitetty koneet.

Kuvassa on P2000, jossa kappaleen max halkaisija on 2m.

Kuvassa P2400, jossa kpl max. halkaisija on 2.4m.

Kuvassa P2800, jossa kpl max. halkaisija on 2,8m.
Solussa on myös kaksi viimeistelyrobottia, joilla koneviilataan jäysteet pois kehäpyöristä.

Kuvassa robottisolut.
Kehäpyörä on tuuliturbiinivaihteen yksi tärkeimmistä osista. Kehäpyöriä on halkaisijaltaan noin 1 metristä aina melkein 3 metriin.
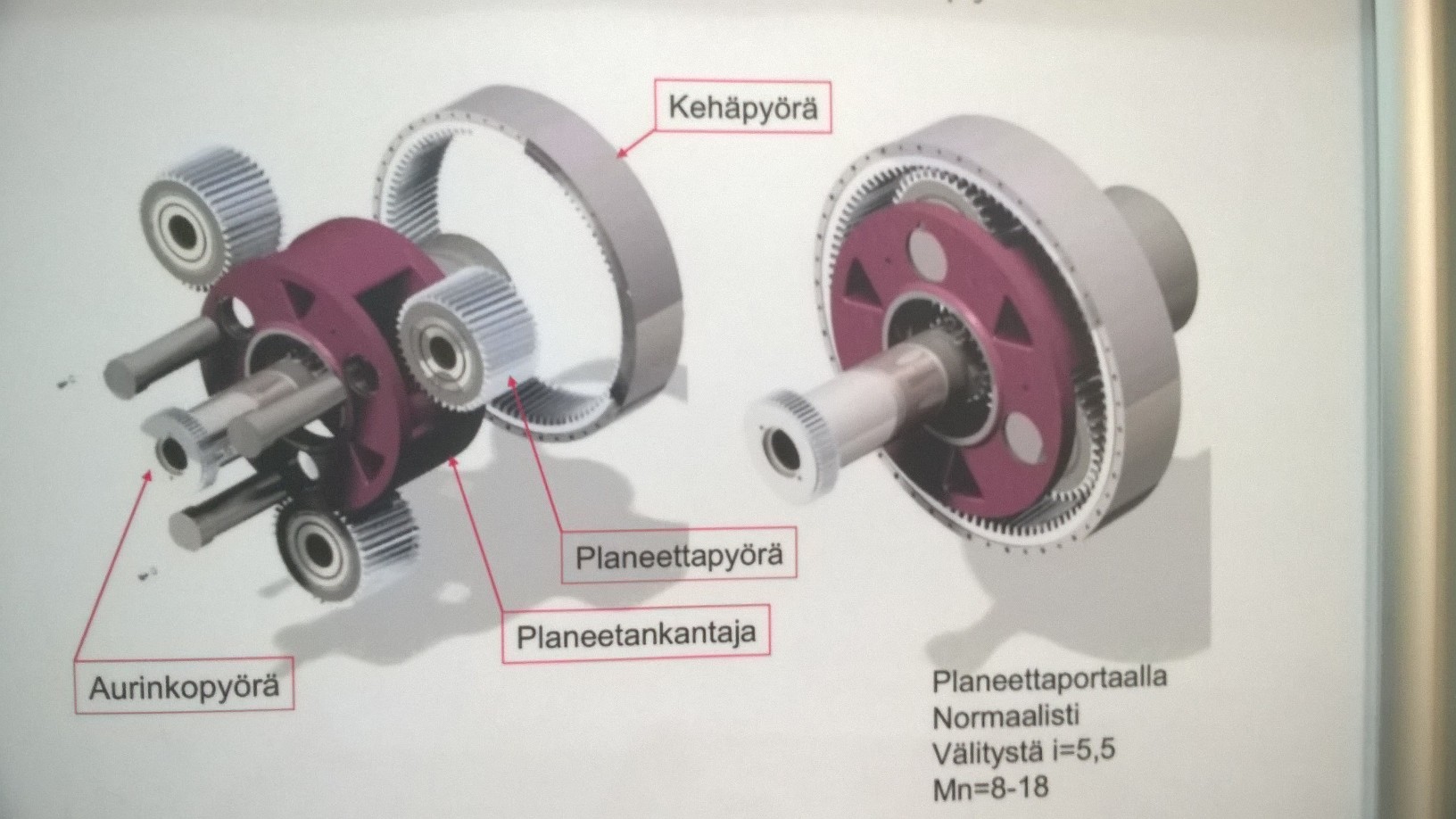
Kuvassa on planeettavaihteen läpileikkaus, jossa näkyy myös kehäpyörä.
Painot kehäpyörissä on useista sadoista kiloista aina muutamiin tonneihin. Kehäpyörien materiaali on hiiletysterästä. Koosta ja painosta johtuen kappaleiden siirrot tehdään työturvallisesti nosturin eli ”kraanan” avulla.

Kuvassa on kehäpyörän kääntö työn alla.
Koneistetut kehäpyörien aihiot tulevat hammastussoluun tilausten mukaan alihankkijalta. Ensimmäinen vaihe hammastuksessa on kappaleen kiinnittäminen koneeseen siihen tarkoitetulla kiinnittimellä. Geometrisistä toleransseista johtuen kehäpyörä ei saa heittää koneen keskiöön verrattuna kuin max 0,03mm.

Kehäpyörän kellotusta Pfauter P2800:lla.
Kellotuksen jälkeen tarkistetaan/vaihdetaan jyrsinterä. Jyrsinterä on hammastukseen tarkoitettu moduulijyrsin. Moduulijyrsimessä on noin 40 teräpalaa ja yhden teräpalan hinta on noin 30-40 euroa.

Kuvassa moduulijyrsin.
Tämän jälkeen tehdään tarvittavat muutokset piirustuksen mukaiseen NC-ohjelmaan. Ohjelma on makropohjainen, jossa tarvittavat kehäpyörän tiedot annetaan ohjelmalle. Ohjelman ollessa valmis siirrytään itse hammastukseen. Hammastusjyrsintä kestää ajallisesti noin 2 tunnista 8 tuntiin kappaleen koosta riippuen. Hammastuksessa käytetään öljyä lastuamisnesteenä, joka lämmön vaikutuksesta höyrystyy jyrsinnässä. Työstöhöyryt on rajattu koneen sisälle, josta ne poistetaan suodattimen läpi alipaineella.

Kuvassa rouhintahammastusjyrsintää
Hammastuksessa on kaksi vaihetta. Rouhintajyrsintä ”avaa” hammasloven ja viimeistelyjyrsinnällä saadaan lopullinen hammasprofiili/mitta. Mittaus tapahtuu lankamittauksena tikkumikrometrillä. Lankamittaan jätetään karkaisun ja hionnan tarvitsema työvara.
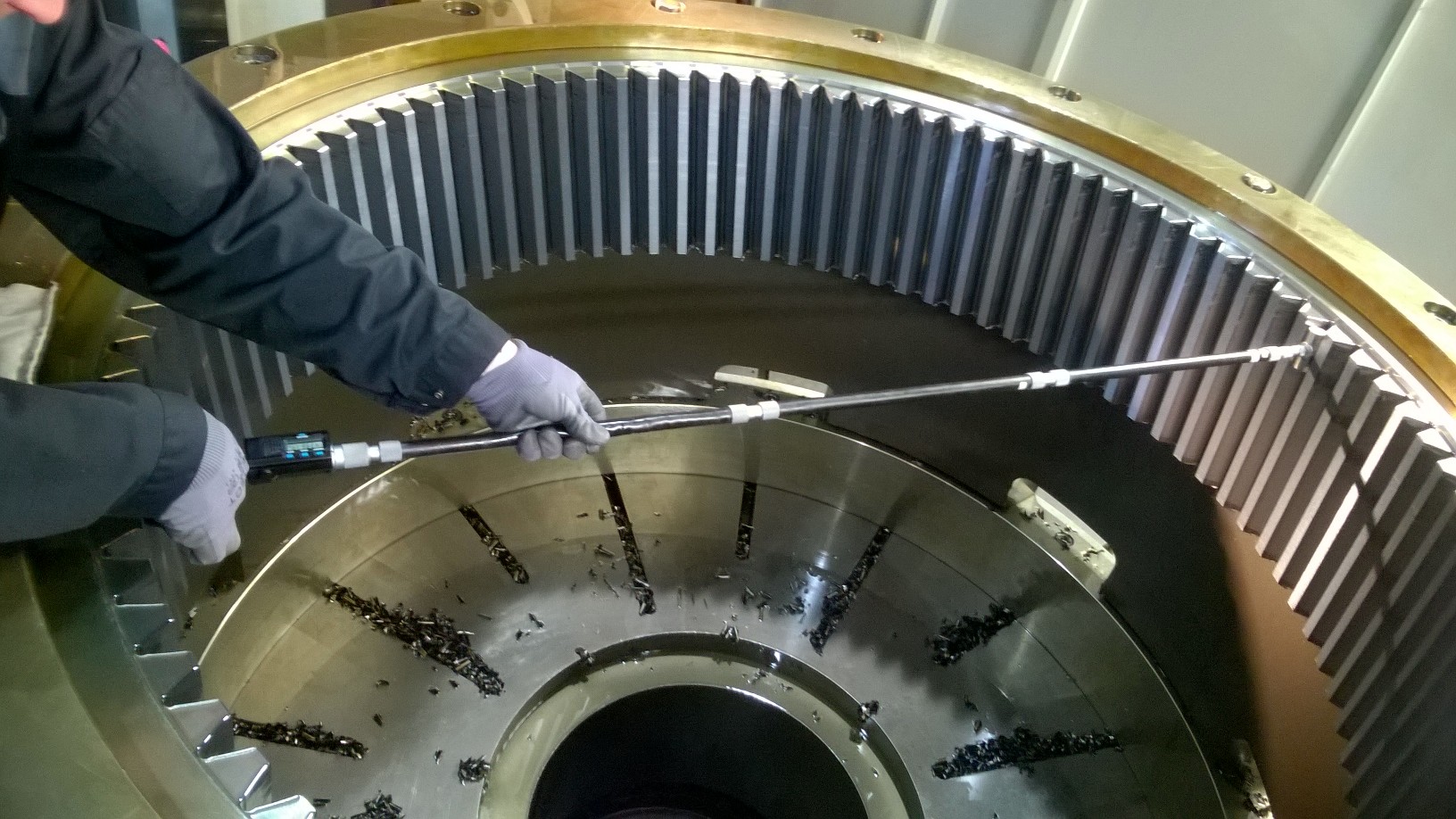
Kuvassa lankamittaus.
Kehäpyörän ollessa mitoissa kpl irrotetaan koneesta ja nostetaan robottisoluun jäysteiden poistoon. Tämä työvaihe on tehty ennen käsin. Nyt sen tekevät robotit. Merkittävä parannus työturvallisuuteen ja työn mielekkyyteen.
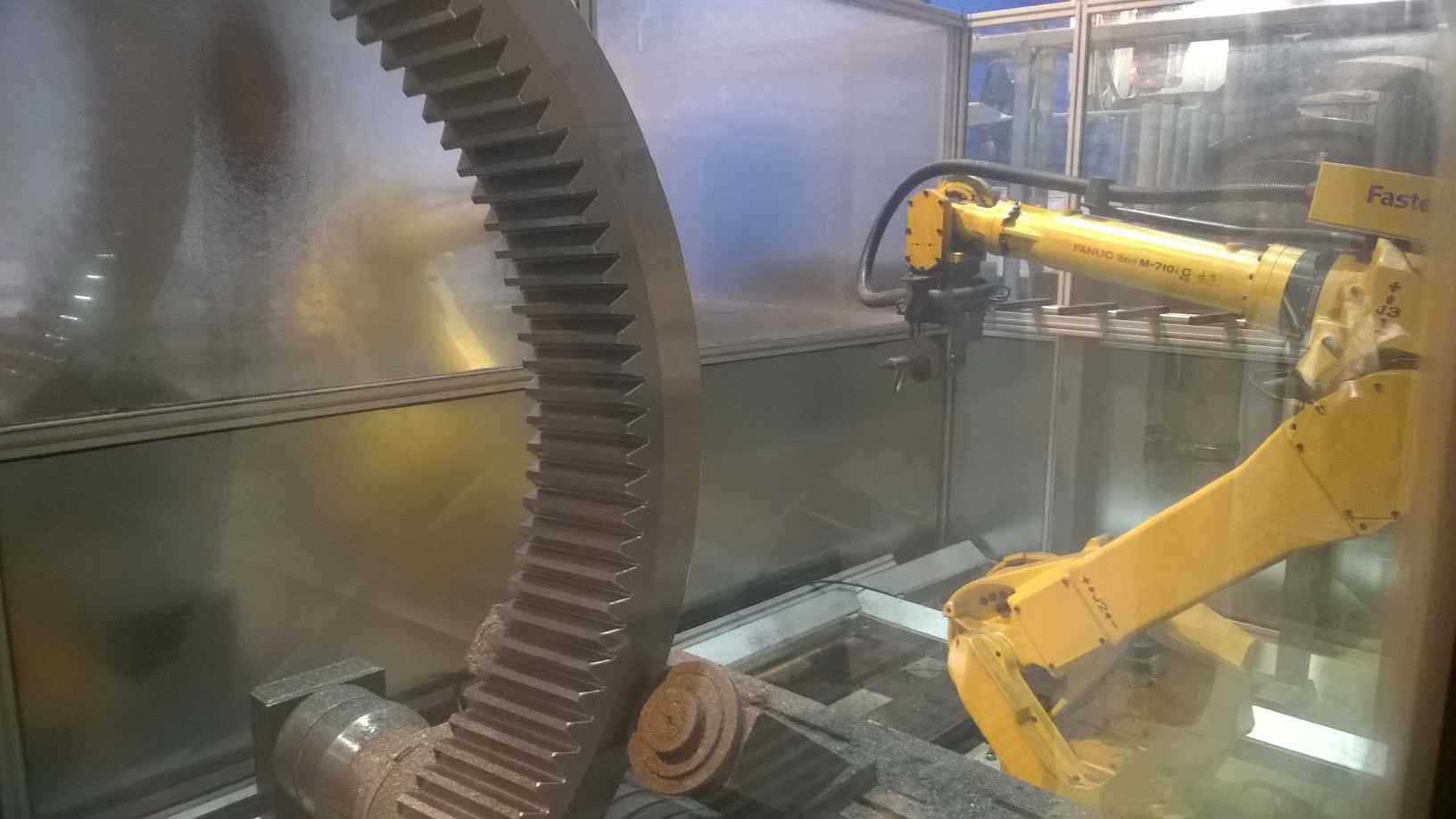
Kuvassa kehäpyörä robotin käsittelyssä.
Valmiit kehäpyörät jatkavat prosessissa eteenpäin karkaisimoon ja kovasorvaukseen, jonne minäkin menen seuraavana tutustumaan.